
In 3D các bộ phận gốm thủy tinh có độ chính xác cao
Ngày tạo: 29/09/2020 3:35:55 CHCác nhà nghiên cứu Áo khám phá quá trình sản xuất gốm dựa trên kỹ thuật in thạch bản (LCM) trong cuốn sách ‘Sản xuất phụ gia tạo hình nổi của các bộ phận gốm thủy tinh có độ chính xác cao’ được xuất bản gần đây. Tập trung vào gốm thủy tinh, các tác giả tìm cách tối ưu hóa các ứng dụng như thay thế răng.
Ngày nay, in 3D thường gắn liền với việc sử dụng gốm sứ, cũng như đưa ra những tiến bộ đổi mới trong các phòng thí nghiệm nha khoa và chỉnh nha. Việc chế tạo mão, cầu răng và cấy ghép phải được thực hiện dễ hiểu, với độ chính xác cao nhất.
Các đặc tính cơ học vượt trội là cần thiết để tạo ra cả tính thẩm mỹ và sự phù hợp thích hợp — người dùng công nghiệp hàng đầu sử dụng nhiều loại in 3D khác nhau:
- In 3D FDM
- Thiêu kết laser chọn lọc (SLS)
- In 3D và in nổi (SLA)
- Sản xuất gốm dựa trên kỹ thuật in thạch bản (LCM)
Đối với nghiên cứu này, các nhà nghiên cứu đã chọn LCM, vì nó cho phép tạo ra bùn gốm có khả năng phân hủy và quang học cao, cùng với các bộ phận dày đặc bao gồm các đặc tính vật liệu 'nổi bật'. Một số bước có liên quan:
- Slurry được phát triển và điều chỉnh, tùy thuộc vào loại sản xuất phụ gia
- Một hỗn hợp 3D được chế tạo
- Các cấu trúc hỗ trợ bị loại bỏ
- Quá trình xử lý nhiệt bắt đầu
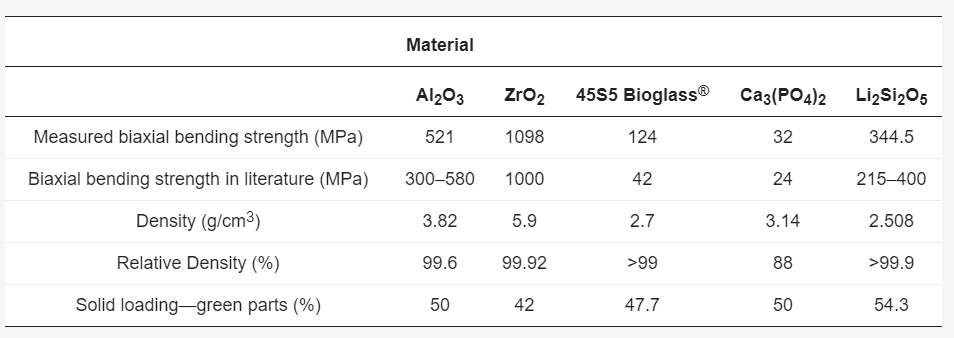
Đặc tính vật liệu của các loại gốm sứ khác nhau đạt được khi sản xuất gốm dựa trên kỹ thuật in thạch bản (LCM)
Một số phương pháp quét khác nhau đã được sử dụng để đánh giá độ chính xác của bộ phận, bao gồm:
• Máy quét quang học
• Máy quét chiến thuật
• Micro-CT

Các thành phần chính của bùn.
Cơ sở bùn được tạo thành từ những thứ sau:
- Các chế phẩm và dung môi monome
- Bộ hấp thụ ảnh
- Trình khởi tạo ảnh
- Chất độn gốm với tải trọng rắn hơn 50%
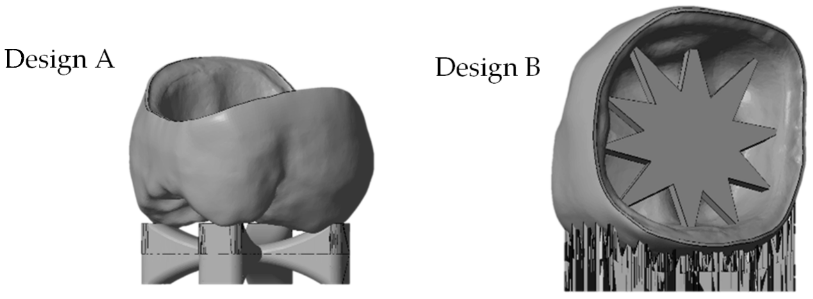
Tập tin stl của mão răng hàm với các thiết kế hỗ trợ khác nhau (từ trái: ‘cross’-support Design A,‘ star’-support Design B).
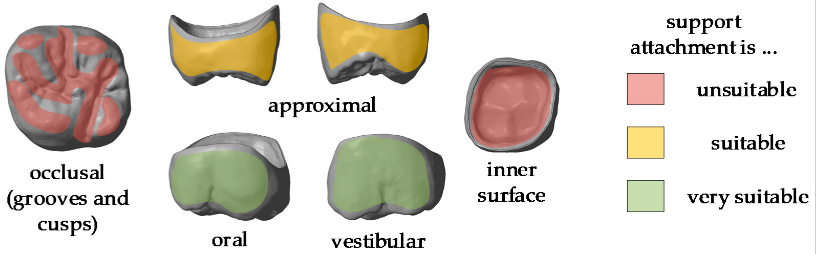
.stl-tệp của mão răng hàm với việc đánh dấu các khu vực khác nhau của bộ phận hỗ trợ.
Cấu trúc hỗ trợ là một phần quan trọng của cấu trúc, cho phép in với các khu vực nhô ra, cũng như ngăn ngừa cong vênh. Các nhà nghiên cứu đã in mão răng hàm mẫu cho nghiên cứu, tạo ra sự hỗ trợ chéo cho mặt nhai của mão răng. Một cấu trúc hình sao khác cung cấp thêm sự hỗ trợ ở mặt miệng, trong khi các đỉnh, mặt xa và mặt giữa và khoảng cách giữa thân răng và bề mặt bên trong của lõi phải được tránh làm khu vực để đặt giá đỡ.
Để số hóa các mẫu, nhóm nghiên cứu đã sử dụng nhiều loại máy quét và phần mềm 3Shape. Hình dạng ngôi sao đã được điều chỉnh về mặt hấp thụ ánh sáng và các thông số in, với khả năng điều chỉnh độ phân giải hơn nữa liên quan đến độ dày lớp ướt trong thùng vật liệu.
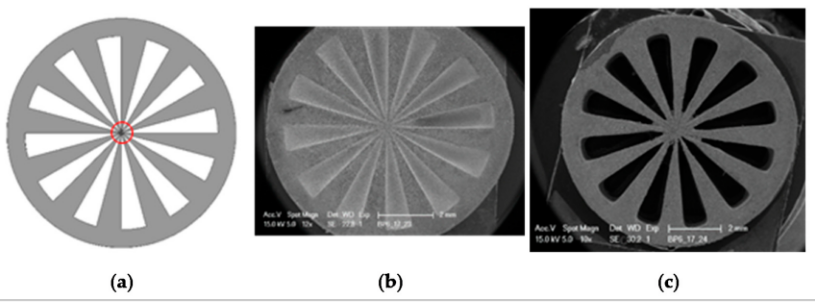
Hình sao Siemens, đường kính 9 mm: (a) tệp stl dùng cho nghiên cứu; (b, c) Ảnh SEM của thân xanh.
Các nhà khoa học đã chế tạo một vương miện và mẫu cấu trúc hỗ trợ ngôi sao để so sánh, lưu ý rằng các kỹ thuật khác nhau tạo ra các kết quả khác nhau.
Các nhà nghiên cứu giải thích: “Có những thách thức trong việc tái tạo bề mặt thực do phản xạ và độ mờ của gốm, dẫn đến sự xuất hiện của hiệu ứng gọi là‘ da cam ’bằng cách sử dụng máy quét hồng ngoại 3Shape D810.

Hình ảnh của vương miện A thu được bằng các phương pháp quét khác nhau.
Các mão được xử lý LCM được so sánh với tệp .stl ban đầu, vì nó được thay đổi tỷ lệ với các yếu tố x, y và z. Các nhà nghiên cứu lưu ý rằng kết quả tốt nhất đạt được thông qua quét vi-CT, vì vậy họ cũng sử dụng chúng để phân tích sau. Phân tích cho thấy rằng vương miện với hỗ trợ ngôi sao bị cong vênh trong quá trình thiêu kết, không cung cấp đủ hỗ trợ. Những cải tiến hơn nữa mang lại độ chính xác cao hơn nhiều, không bị cong vênh và với thang màu có thể giảm từ âm 80 µm đến cộng 80 µm.
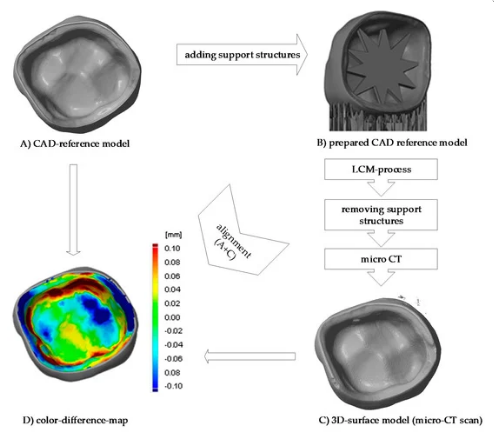
Quy trình đánh giá độ chính xác của mão răng in 3D (a) mô hình tham chiếu CAD, (b) mô hình tham chiếu CAD đã chuẩn bị, (c) quét vi-CT của mão răng hàm được in 3D và thiêu kết, hỗ trợ 'ngôi sao' đã được loại bỏ sau khi thiêu kết (d) so sánh mô hình tham chiếu CAD và mô hình bề mặt 3D bằng GOM Kiểm tra.
Các nhà nghiên cứu cho biết: “Sự cải thiện độ chính xác của các chiều có thể được nhìn thấy bằng cách sử dụng thông tin thống kê để so sánh tất cả các loại hỗ trợ thử nghiệm. “Điều này đạt được bằng cách đặt tất cả các mão đã phân tích lên trên cùng một tệp gốc và so sánh bề mặt đã được thực hiện. Sau đó, thang đo độ lệch được điều chỉnh để chỉ làm nổi bật các phép đo có liên quan và tất cả các màu trong sơ đồ màu sai được thể hiện. Cuối cùng, độ lệch tối đa và tối thiểu của thang đo sai màu được sử dụng để đo thang đo trong hình 9 [bên dưới].
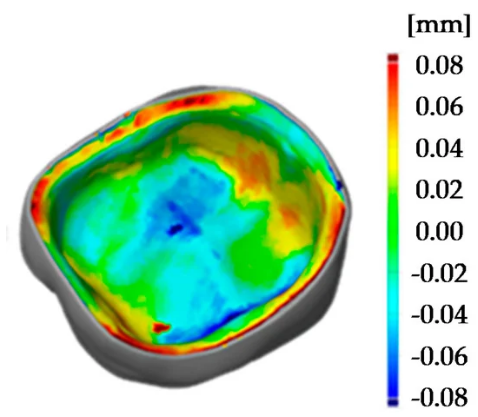
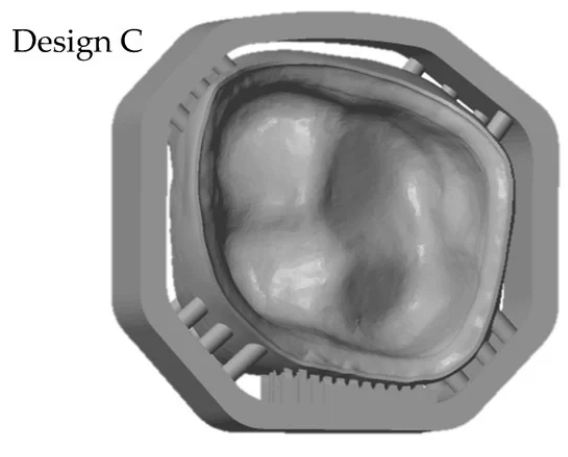
So sánh mô hình bề mặt 3D (thân răng hàm thiêu kết với hỗ trợ ‘phay’, thiết kế C) và tệp stl bằng GOM Kiểm tra.
“Để cho thấy khả năng tái tạo của quá trình, hai mão được xử lý LCM được so sánh như minh họa trong hình ảnh màu giả trong Hình 10 [bên dưới]. Độ lệch tối đa lên tới 30 µm, cho thấy khả năng tái lập cao của toàn bộ chuỗi quy trình. Những dung sai này cũng đủ thấp để cho phép sử dụng các mão như vậy trên lâm sàng. Dung sai tối đa được chấp nhận để sử dụng trong lâm sàng đã được thảo luận trong nhiều năm và được xác định trong khoảng từ 50 đến 120 µm ”.
Nguồn: 3dprint
Tags: artec eva artec scanner artec 3d scanner artec spider artec eva 3d scanner artec 3d scanner price artec eva price artec eva scanner artec spider scanner artec eva 3d artec eva 3d scanner price artec 3d spider artec spider 3d scanner price máy quét artec máy quét 3d cầm tay máy quét 3D máy scan mini artec máy scan artec máy scan cầm tay máy scan 3d


.jpg)

.jpg)